
Home, Auto Repair Library, Auto Parts, Accessories, Tools, Manuals & Books, Car BLOG, Links, Index

How To Prevent Repeat Head Gasket Failures
Copyright AA1Car.comAdapted from an article written by Larry Carley for Import Car magazine
When a head gasket is installed between the cylinder head and engine block, tightening the head bolts compresses the gasket slightly allowing the soft facing material on the gasket to conform to the small irregularities on the head and block deck surfaces. This allows the gasket to "cold seal" so it won't leak coolant until the engine is started.
The head gasket's ability to achieve a positive cold seal as well as to maintain a long-lasting leak-free seal depends on several things: the ability to retain torque over time (which depends on the design of the gasket and the materials used in its construction), surface finish and the clamping force applied by the head bolts.
Some head gaskets remain resilient and retain torque better than others, so they do not require retorquing. Others, though, can lose as much as 50 to 60% of their original torque after only 100 hours of service!
But even the best head gasket won't maintain a tight seal if the head bolts have not been properly torqued. The amount of torque that is applied to the bolts as well as the order in which the bolts are tightened determine how the clamping force is distributed across the surface of the gasket. If one area of the gasket is under high clamping force while another area is not, it may allow the gasket to leak at the weakly clamped point. So the head bolts must all be tightened in a specified sequence and equally torqued to a specified value to assure the best possible seal.
Another consequence of failing to torque the head bolts properly can be head warpage. Uneven loading created by unevenly tightened head bolts can distort the head. Over a period of time, this may cause the head to take a permanent set. So any head that has not been properly torqued should be checked for flatness prior to installing a new head gasket.
Before the head goes back on the block, the flatness of both the head and block should be checked to make sure both are flat enough to provide a good seal for the new gasket. Warpage on either surface, deep scratches, corrosion, pitting, gouges, excessive roughness or waviness can all reduce a gasket's ability to seal and allow combustion gases and/or coolant to leak.
Place the straight edge on the face of the cylinder head or block and then use a feeler gauge to check any gaps between the straight edge and the surface. If the clearance between the straight edge and surface exceeds the following maximum limits, the head or block is not flat enough to hold a good seal and should be resurfaced:
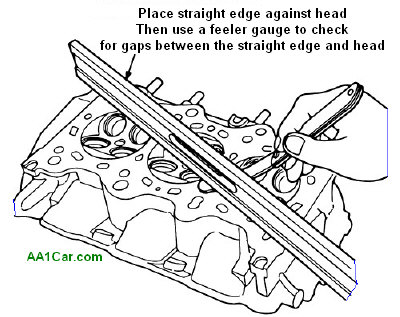
Out-of-flat lengthwise should not be more than .003 in. (0.076 mm) in a V6 head, .004 in. (0.102 mm) in a four cylinder or V8 head, or .006 in. (0.152 mm) in a straight six head. The maximum allowable limit for out-of-flat sideways in any head is .002 in. (.05 mm) -- with no sudden irregularities that exceed .001 in in any direction.
If you are checking flatness on a late model Japanese engine that has a multi-layer steel (MLS) head gasket, both sealing surfaces must be even flatter: no more than .002 in. (.05 mm) of total distortion (that is, block plus the head combined) in any direction. Engines that use this type of gasket include 1990 & up Honda Accord 1.8L, 1990 & up Honda 1.5L, 2.2L & 2.3L, 1988 to 1992 Mazda 3.0L V6, 1990 & up Mazda SOHC & DOHC 1.8L, and 1992 & up Mazda 1.8L.
Any head that fails to meet these specs needs to be straightened and/or resurfaced.
Milling a head to restore flatness has its limits because milling affects the installed height of the head. On overhead cam (OHC) engines, this can alter the OHC cam drive geometry enough to retard cam timing which can adversely effect emissions, performance and driveability. Milling also reduces the volume of the combustion chamber which increases compression and the risk of engine damaging detonation. It also reduces the clearance between the valves and pistons, which on some engines is pretty close already.
To minimize changes in head height, the amount of metal that is removed when resurfacing should always be kept to a bare minimum. In other words, your machine shop should not remove any more metal than is absolutely necessary to restore proper flatness and surface finish.
A head can usually be "cleaned up" by removing only a couple thousandths of metal, unless it is warped or damaged, in which case the amount of metal that has to be removed will depend on how badly the head is warped or the depth of the surface depressions or damage. In cases where a head is cracked and has been repaired by welding or pinning, it may be necessary to take off a considerable amount of metal to restore the surface.
Aluminum heads should always be straightened prior to resurfacing. This will substantially reduce the amount of metal that has to be removed from the head to restore flatness.
If a head cannot be restored without exceeding the resurfacing limit specified by the vehicle manufacturer, it may be possible to save the head by installing a head gasket shim. A .020 inch thick shim can be used to restore proper head height, compression and OHC valve timing. Shims are designed to be be used with standard head gaskets, and should be coated with a tacky sealer on the block side before the head gasket is installed over it.
The surfaces of both the head and block should be carefully inspected for pitting, corrosion, metal erosion (common on high mileage aluminum heads around combustion chambers), gouges and cracks. Any flaw which creates a cavity, low spot, valley, depression or ridge on the surface of the metal creates a potential leak path. Pay particular attention to the areas between the cylinders on the block, between the combustion chambers on the head, and where the combustion armor of the head gasket seats around the cylinders on both surfaces as these are the most highly stressed sealing areas. Any surface flaws that are found should be eliminated by resurfacing the head or block.
For years, most aftermarket gasket manufacturers have said surface finishes with a roughness average (RA) of anywhere from 55 to 110 microinches (60 to 125 RMS) are acceptable. The preferred range they have recommended is from 80 to 100 RA. Even so, as long as the surface finish on the head and block end up somewhere between the minimum smoothness and maximum roughness numbers, there should not be any cold sealing or durability problems with the head gasket.
But like everything else, these numbers have changed. These recommendations were primarily for older cast iron heads on cast iron blocks. As castings have become lighter and less rigid, the need for smoother, flatter surfaces has become more important. Consequently, some aftermarket gasket manufacturers now recommend a surface finish of 30 to 110 RA for cast iron head and block combinations, with a preferred range of 60 to 100 RA for best results.
For aluminum heads, the numbers are even lower. The typical recommendation today for an aluminum head on an OHC bimetal engine is a surface finish of 30 to 60 RA, with the preferred range being from 50 to 60 RA. v Some late model aluminum heads with MLS head gaskets specify even smoother surfaces of 10 to 20 RA.
It is not difficult for the OEMs to achieve this type of mirror-like finish when they manufacture a brand new engine on an assembly line. But not every aftermarket machine shop has the proper equipment to reproduce this kind of finish. So some experts say heads that mate to MLS gaskets should not be resurfaced unless absolutely necessary. For this reason, you should use extra care when removing the old head gasket so you don't scratch or change the surface finish.
If you do have a head or block deck resurfaced, it should be dry milled in a high speed surfacing machine for best results. PCD tooling bits are recommended for surfacing aluminum heads, and CBN for cast iron heads and blocks.

Head bolts must be in perfect condition with clean, undamaged threads. Dirty or damaged threads can give false torque readings as well as decrease a bolt's clamping force by as much as 50%! Wire brush all bolt threads, carefully inspect each one, and replace any that are nicked, deformed or worn.
Check the holes, too. Dirty or deformed hole threads in the engine block can reduce clamping force the same as dirty or damaged threads on the bolts. Run a thread chasing tap (not a cutting tap) down each bolt hole in the block. The tops of the holes should also be chamfered so the uppermost threads won't pull above the deck surface when the bolts are tightened. Finally, clean all holes to remove any debris.
Lightly lubricate all head bolts that screw into blind holes. Apply 30W engine oil to the threads as well as the underside of the bolt head. Or, use a thread lubricant designed for this purpose. Thread lubricants usually allow more consistent torque values than oil. For head bolts that extend into a coolant jacket, coat the threads with a flexible sealer (failure to do so may result in coolant leakage).
If the bolts are the "torque-to-yield" (TTY) type, do NOT reuse the bolts. They may break if reused. Replace them with new bolts. TTY bolts are usually longer and narrower than ordinary head bolts, and are designed to stretch slightly when tightened to provide more consistent clamping force. If used again, they may stretch too far and fail.
Check bolt lengths. Make sure you have the correct length bolts for the application and for each hole location (some holes require longer or shorter bolts than others).
Bolts should also be measured or compared to one another to check for stretch. Any bolt found to be stretched must be replaced because (1) it may be dangerously weak, (2) it won't hold torque properly, and (3) it may bottom out when installed in a blind hole.
When installing head bolts in aluminum cylinder heads, hardened steel washers must be used under the bolt heads to prevent galling of the soft aluminum and to help distribute the load. Make sure the washers are positioned with their rounded or chamfered side up, and that there is no debris or burrs under the washers.
Resurfacing a cylinder head decreases its overall height, so be sure to check bolt lengths to make sure they do not bottom out in blind holes. If a bolt bottoms out, it will apply little or no clamping force on the head which may allow the gasket to leak.
If a head has been milled and one or more head bolts may be dangerously close to bottoming out, the problem can be corrected by either using hardened steel washers under the bolts to raise them up, or by using a head gasket shim in conjunction with the new head gasket to restore proper head height.
Always use the specified tightening sequence and recommended head bolt torque values for the engine you are working on, and make sure you have the latest specs because the torque specs on some engines have been revised since they were first published. If your reference material is more than a few years old, it may be out of date.
Also, keep in mind that the listed torque valves are for head bolts that have been lightly lubricated with 30W engine oil only, not for dry bolts or ones that have been coated with anything else (assembly lube, graphite, silicone, grease, etc.).
Use an accurate torque wrench to tighten standard head bolts in 3 to 5 incremental steps following the recommended sequence and torque specs for the application. Tightening the bolts down gradually creates an even clamping force on the gasket and reduces head distortion. It is a good idea to double check the final torque readings on each head bolt to make sure none have been missed and that the bolts are retaining torque normally.
If a bolt is not coming up to normal torque or is not holding a reading, it means trouble. Either the bolt is stretching or the threads are pulling out of the block.
With TTY head bolts, a "Torque-To-Angle Indicator" should be used in conjunction with a torque wrench to achieve proper bolt loading.
Finally, if a head gasket is the type that requires retorquing, run the engine until it reaches normal operating temperature (usually 10 to 15 minutes), then shut it off. Retighten each head bolt in the same sequence as before while the engine is still warm. If the engine has an aluminum cylinder head or block, however, wait to retorque the head bolts until the engine has cooled back down to room temperature.
On some applications with retorque style head gaskets, it may be necessary to retorque the head a third time after a specified time or mileage interval due to the design of the engine. Follow the vehicle or gasket manufacturer's recommendations.
 More Engine Repair Articles:
More Engine Repair Articles: Click Here to See More Carley Automotive Technical Articles
Click Here to See More Carley Automotive Technical Articles
