 More Engine Related Articles:
More Engine Related Articles:

Today's engines have very demanding sealing requirements, including the finish that is required on the cylinder head and engine block deck surfaces to seal the head gasket. High quality surface finishes are required because of changes in gasket designs, engine designs and engine loads. A growing number of late model engines now use Multi-Layer Steel (MLS) head gaskets for improved reliability. These multi-layer steel head gaskets are extremely durable and will usually last the life of the engine, but so seal properly they also require much smoother and flatter surfaces than what was necessary for older style soft-faced head gaskets or composition head gaskets.
How smooth are we talking? Specifications will vary depending on the application, but many late model engines with MLS head gaskets require a surface finish in the range of 0.7 to 1.2 micrometers RA (Roughness Average), which is (27 to 47 microinches RA) with no more than 0.2 to 0.6 micrometers of waviness.
To achieve this kind of mirror-like finish, the surfaces of the cylinder head and engine block must usually be resurfaced with a dry milling machine. What's more, many experts recommend using CBN (Cubic Boron Nitride) tooling or PCD (polycrystaline Diamond) tooling rather than conventional carbide tooling for a smoother and more consistent surface finish. PCD tooling is recommended for milling aluminum head and blocks, while CBN is recommended for milling cast iron heads and blocks. PCD works best on aluminum because aluminum particles won't stick to the tooling inserts like it can to a CBN insert. In addition, special PCD and CBN inserts with specific edge profiles may be required for milling hard metals such as blocks made of compacted graphite iron (CGI), diesel heads with precombustion chamber cups or spray welded diesel heads.
The sealing requirements for most late model overhead cam, multivalve, bimetal, high output engines are much more demanding than those for older all-iron pushrod V8, V6, straight six or four cylinder engines, even if conventional head gaskets are used instead of MLS head gaskets. When Ford introduced their 4.6L modular V8, they specified a factory surface finish of 8 to 12 microinches RA. By comparison, many Japanese auto makers such as Honda and Mazda were specifying surface finishes in the 8 to 20 RA range back in the early 1990s for their engines. The MLS gaskets they were using at that time had two to five layers of heat treated steel, each covered with a relatively thin (.001 in.) coating of nitrile rubber or Viton. Consequently, the gaskets required a very smooth surface finish. That is still rue today if you are replacing an original equipment head gasket with another original equipment head gasket. But if you are installing an aftermarket head gasket, it will usually have a special surface coating that allows it to accommodate a rougher surface finish, say 30 to 70 RA - which means you many not have to resurface the head or engine block deck surface provided there are no deep scratches, pits or other flaws that would prevent the head gasket from sealing.
On older cast iron engines, or even bimetal engines that use a solid or perforated steel core head gasket with composition facings or a graphite head gasket, the surface finish usually only has to be in the 40 to 100 RA range (though most gasket manufacturers recommend 60 to 80 RA for best results. Most aftermarket head gaskets are designed to seal rougher surfaces that are typical in older, high mileage engines.
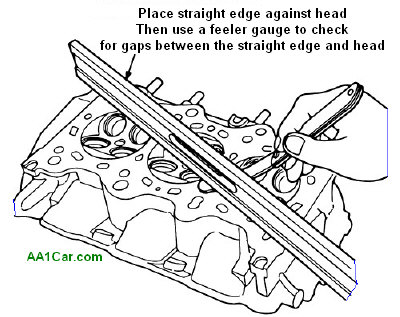
As for flatness, near perfection is required for a good seal with MLS had gaskets in most late modelengines. The maximum allowable limit is usually only .002 in. (.05 mm) of total distortion (that is, block plus the head combined) sideways across the face of the head or block. This is considerably less than the standard aftermarket limits which normally allow up to .003 in. (0.076 mm) out-of-flat lengthwise in V6 heads, .004 in. (0.102 mm) in four cylinder or V8 heads, and .006 in. (0.152 mm) in straight six cylinder heads.
It is not difficult for the OEMs to achieve such smooth surface finishes when they manufacture a brand new engine in a controlled environment. Automated milling machines with multi-bladed cutter heads (up to 16 tool bits per head) and polycrystaline diamond tooling provide the precision needed to produce the extremely smooth surface finishes necessary to seal today's engines with MLS steel head gaskets. But few engine rebuilding shops have such sophisticated equipment.
Because of this, some say it is better not to resurface the head or block on an engine that requires an MLS steel head gasket unless it is absolutely necessary. Unfortunately, resurfacing is usually necessary by the time a high mileage engine needs to be rebuilt.

To produce an OEM quality surface finish with a low RA value, dry milling is almost always recommended. Milling machines run the gambit from less expensive models with a two-bladed cutting head, fixed rpm and feed rate to top-of-the-line machines that have "precision pocket" multi-bladed heads and infinitely variable rpm and feed rate.
A multi-bladed cutter will give the fastest cutting speed because there are more tool bits chipping away at the metal with each revolution of the head. In a high volume production application, a multi-headed cutter also saves considerable time. But multi-bladed cutters require more tool bits which are expensive and take longer to adjust. Each bit must be set to the same height so they cut evenly. So for these reasons, many shops prefer a milling machine with a simple one or two-bladed cutter.
To achieve an OEM surface finish with a low RA using a one or two-bladed cutter, the feed rate must be slowed down to maintain the proper cutting rate in surface feet per minute. One equipment manufacturer recommends a feed rate of two inches per minute at 1,000 rpm to achieve a surface finish of 12 RA with a two-bladed cutter. A four-bladed cutter, on the other hand, could do the same job in half the time.
Some shops, though, will resurface a head using only one tool bit in a two-bladed cutter. Doing this eliminates the need to set both tool bits to equal heights, but it also requires an even slower feed rate (as low as one inch per minute at 1,000 rpm), which increases the time it takes to resurface the head even more. So the temptation is to use the same feed rate as before. But doing so cuts too quickly and leaves a rougher finish that may not meet the OEM spec. Such a short cut may work on older engines that do not require extremely smooth surface finishes, but it will not work on the newer engines that have MLS had gaskets.
Another aspect of cutting heads on a milling machine that will affect the surface finish is the type of tooling used. Though some people say they have had success using CBN tooling on aluminum, PCD is usually best for milling aluminum heads and blocks.
Though CBN has a lot of desirable characteristics, it is primarily for making fast, deep cuts on cast iron and hard steel. Most CBN tooling has a negative rake which is ideal for cast iron and steel. But tooling with a positive rake should be used on nonferrous metals such as aluminum.
Either carbide or PCD can be used to resurface aluminum heads. Carbide is relatively inexpensive compared to PCD, and carbide can also be used on cast iron, which means the tooling does not have to be changed when refinishing different kinds of heads. But PCD lasts much longer and makes more sense in a high volume shop that does a lot of aluminum heads.
It is relatively easy to obtain extremely smooth surface finishes and high production rates using carbide tooling, provided a multi-bladed cutter is used. A 16-bladed cutter can shave .005 in. off an aluminum head at a feed rate of 32 inches per minute. At such a speed, it takes only 35 seconds to surface the head. Yet it still achieves a surface finish of 12 RA. Slowing down the feed rate to 19 inches per minute with the same equipment setup increases the surfacing time to one minute but lowers the surface finish to 5 RA!

To accurately determine the surface finish on a cylinder head or engine block, an instrument called a profilometer must be used. A profilometer drags a diamond tipped stylus across the surface and records the peaks and valleys to calculate the surface parameters. Most people cannot look at a finish and tell if it is 100 RA or 20 RA. So you need an accurate means of measuring the surface profile, not just its Roughness Average (RA).
A good quality profilometer can measure a variety of surface finish parameters. Roughness Average (RA) can have a wide variance across a given surface profile, so many gasket manufacturers say a better number to look at is Rz, which is the average difference between the peak height and valley depth. Rz gives a more accurate picture of true surface topography, so many gasket surface requirements are now specified with an Rz number.
Most gasket manufacturers now say the surface finish of 180 Rz maximum for engines using original equipment MLS head gaskets, or as much as 480 Rz for aftermarket coated MLS had gaskets.
For older cast iron and bimetal engines that use a fiber-faced composition head gasket or a graphite head gasket, the recommended surface finish is typically in the 240 to 600 Rz range.
The best advice is to use the surface recommendations of the gasket supplier when replacing a head gasket with an aftermarket gasket, or the vehicle manufacturer's surface recommendations if you are installing an OEM gasket (particularly MLS gaskets).
Another sealing requirement for todays overhead cam engines is maintaining the installed height of the cylinder head. The amount of metal removed when the head is resurfaced can change the installed height and retard cam timing, reduce the volume of the combustion chambers, and consequently increase compression. Too much compression can cause detonation problems, which in turn can lead to premature head gasket failure and overheating.
When the head (or block) is resurfaced, therefore, the amount of metal that can be safely removed is very limited. Some heads have several "indicator pads" in the casting that show how much material can be safely removed before the minimum height specification is exceeded. If the pads on a head measure .020 in. or less, you may have to replace the head or install a copper head gasket shim to restore proper head height.
Some aftermarket gaskets are made with extra thickness to compensate for metal removal when the head is resurfaced. The added thickness helps to maintain proper valve timing, combustion chamber volumes and compression on engines with overhead cam (OHC) heads.
More Engine Related Articles: Click Here to See More Carley Automotive Technical Articles
Click Here to See More Carley Automotive Technical Articles