 More Engine Repair Articles:
More Engine Repair Articles:

Cylinder head resurfacing is just one of the jobs that is usually required when rebuilding an engine or reconditioning a cylinder head. It is an extremely important job because the surface finish that is put on the head (and engine block) affects not only the head gasket's ability to cold seal fluids and combustion gases, but also its long term durability.
For years, most aftermarket gasket manufacturers have said surface finishes with a roughness average (RA) of anywhere from 55 to 110 microinches (60 to 125 RMS) are acceptable. The preferred range they have recommended is from 80 to 100 RA. Even so, as long as the surface finish on the head and block end up somewhere between the minimum smoothness and maximum roughness numbers, there should not be any cold sealing or durability problems with the head gasket (assuming everything is assembled correctly and the head bolts are torqued in the proper sequence and to the specified torque, too).
But like everything else, these numbers have been changing. These recommendations were primarily for older cast iron heads on cast iron blocks. As castings have become lighter and less rigid, the need for smoother, flatter surfaces has become more important. Consequently, some aftermarket gasket manufacturers now recommend a surface finish of 30 to 110 RA for cast iron head and block combinations, with a preferred range of 60 to 100 RA for best results.
For aluminum heads, the numbers are even lower. The typical recommendation today for an aluminum head on an OHC bimetal engine is a surface finish of 30 to 60 RA, with the preferred range being from 50 to 60 RA.
Smoothness has become a major issue with bimetal engines because the difference in thermal expansion rates between an aluminum head and cast iron block creates a tremendous amount of sideways shearing force and scrubbing action on the head gasket. If the surface finish is too rough (more than about 60 RA), the metal will bite into the gasket and pull it sideways as the head expands and contracts. The cumulative effect over time can cause a delaminating effect in the gasket, literally tearing it apart causing it to leak and fail.
Even lower numbers may be required for certain engine applications. General Motors, for example, specifies a surface finish of 27 to 47 RA for its 2.3L Quad Four engine when the OEM replacement gasket is used. Some aftermarket gaskets can handle a rougher finish on these engines, but it all depends on the design of the gasket. Even so, smoother is definitely better on these engines.
Ford specifies an unusually smooth surface finish for its 4.6L V8 engine. This engine, like a growing number of late model Japanese engines, uses a multilayer steel (MLS) head gasket. This type of laminated steel gasket is extremely durable because the multiple layers of metal (each of which is coated with a thin layer of rubber) prevents the gasket from losing torque over time. The design also reduces the amount of torque that is required on the head bolts to seal the gasket, which in turn reduces cylinder bore distortion for better combustion sealing and reduced blowby. The recommended surface finish for the OEM gasket on the 4.6L V8 is 8 to 15 RA!

To appreciate just how smooth this is, compare the surface finish requirements for the head and block on the Ford 4.6L V8 to those for a typical cylinder bore. Honing with #220 grit stones typically leaves a finish in the 38 to 45 RA range. Honing with #280 grit stones will generally produce a finish of 18 to 25 RA. Honing with #400 grit stones, a finish of 10 to 15 RA can be achieved, and honing with #600 grit stones can push the numbers down to 5 to 10 RA. A pane of window glass, by comparison, measures about 3 to 4 RA.
Honing cylinder bores is obviously an entirely different process than resurfacing cylinder heads or blocks. For one thing, the walls of a cylinder bore must have a certain amount of crosshatch to retain oil so the bores can�t be too smooth. But neither can they be too rough because a rough finish can wear the rings excessively as they seat in.
The ideal finish for a cylinder bore is a "plateau" surface where the sharp peaks have been knocked off but the valleys remain. This provides plenty of bearing area to support the rings but also leaves the crosshatch for proper ring lubrication. More importantly, it virtually eliminates ring wear during the initial break-in process because the surface already has the profile of a broken-in cylinder. This kind of surface is produced by going in with a final honing step that uses a fine grit stone (#600) or a flexible abrasive.
Although an unusually smooth finish may be required for the Ford 4.6L V8 and certain late model Japanese engines that have MLS head gaskets, smoother is generally better for all engines because it improves cold sealability.
One thing you do not want on the surface of the head or block is scratches. Every scratch is a potential leak path along which fluids and pressure can migrate. If a scratch is deep enough, coolant may find its way into the crankcase or cylinders before the engine is fired up. Or, combustion gases may force their way past the gasket into the cooling jacket or an adjacent cylinder eventually causing the gasket to burn out and fail. Either way, it�s bad news. So the best way to avoid cold sealing and durability problems is to take the proper steps when refinishing the head and block to ensure the surface finish is within the recommended limits of the gasket manufacturer and/or original equipment manufacturer.
Can a head or block surface be too smooth? After all, the smoother the surface the better the initial cold seal of the gasket and the less likely you are to have problems with coolant and combustion leaks.
Though most gasket manufacturers do not specify a minimum smoothness spec for aluminum heads that have MLS head gaskets, they do recommend a minimum of 30 RA for engines with aluminum or cast iron heads and a nonasbestos or graphite head gasket. The reason for doing so is because soft-faced head gaskets require a certain amount of lateral support from the head and block.
When the head is bolted to the block, the metal on both sides bites into the gasket to help hold it in place. Too much bite when the head is aluminum and the block is cast iron creates sideways shearing forces that result from the expansion and contraction of the aluminum head. Yet a certain amount of support is necessary to keep the combustion gases in the cylinders from distorting the gasket and blowing past it. This is especially critical in the areas with narrow lands and between the head bolts where there is nothing to keep the gasket in place but the gasket itself. In high output or heavy-duty applications where combustion pressures exerts even greater force against the head gasket, a surface finish that is below the minimum smoothness spec might lead to premature gasket failure.
Most engine rebuilders have no idea how smooth a surface finish they are actually putting on the heads and blocks they resurface. As long as the head gasket seals initially and does not fail during the warranty period, they assume they are doing everything right, and maybe they are. Then again, maybe they are not. They may not be seeing the long term consequences of their actions because the head gasket does not fail until the engine is out of warranty.
In many instances, a premature head gasket failure because of leakage or burn through can be traced back to the surface finish that was put on the head and block. Of course, there may be other factors involved, too, like engine overheating, detonation, etc., or mistakes that were made during engine assembly such as not torquing the head bolts properly. But if a head gasket fails, there is always a reason why. Paying closer attention to the details of resurfacing, therefore, can help eliminate this as a potential source of trouble.
Most people can't look at a finish and tell if it is 20 RA or 60 RA. So the only way to know if a resurfaced head or block is within the proper range is to measure it. Judging surface finishes by appearance alone, or even feel, is not a very accurate means of controlling quality. Most people can't tell the difference between an acceptable finish and one that is not unless it is really bad. Even then, their judgment may be shaded by outdated notions of what is "good enough" and what is not. If they are resurfacing aluminum heads the same way they have always done cast iron heads, chances are the surface is too rough.
One way to judge surface finishes is with an inexpensive comparator gauge. Available from at least one aftermarket gasket manufacturer as well as various tool suppliers, a comparator gauge has sample patches etched on a metal plate that indicate the different surface finish ranges. By placing the comparator gauge next to a resurfaced head and visually comparing and feeling the sample patches on the gauge to the head you can get an approximation of whether or not you are in the correct range. But it is not very exact, and it is often hard to tell just how close you actually are to a given range of numbers.
A far better method of judging the quality of your work is to actually measure the surface finish with an electronic profilometer. The least expensive profilometers start at around $1500, and go up from there depending on the features they offer.

A profilometer measures surface finish by dragging a diamond-tipped stylus across the metal. This reveals the roughness of the surface as well as some other important parameters that can tell you even more about what the surface is really like.
RA, or the roughness average, is an arithmetical average of the absolute values within the area sampled by the stylus. It gives you an approximation of how rough the surface is, but does not tell you much about the actual profile of the surface. The accompanying illustration shows three very different surfaces that all have the same RA value.
The top surface in Figure 1 shows a fairly flat surface with some deep scratches (much like a plateaued cylinder bore with crosshatch). This type of surface would probably be okay on a cast iron or aluminum cylinder head provided the scratches are not too deep and do not create leak paths. The middle surface has sharp peaks and deep valleys. A surface like this on an aluminum head would provide too much bite, and may not cold seal because of the deep valleys between the peaks. The bottom surface is more irregular overall, and may or may not be acceptable depending on the depth of the deepest scratches and the waviness of the overall surface.
The point here is that you really need to know more than just the RA numbers to judge the quality and acceptability of the overall surface finish. An electronic profilometer can measure the maximum peak-to-valley height (called "RY") as well as the arithmetic mean of the peak-to-valley heights ("RZ") and other parameters that may be needed to get a more accurate picture of how the surface actually looks.
The gasket manufacturers do not care what type of resurfacing techniques or equipment is used to resurface heads and blocks as long as the RA numbers end up in the recommended range. It is possible to achieve an acceptable surface finish for a soft-faced head gasket on most cast iron and even aluminum heads by milling, grinding or belt sanding.
For MLS type gasket applications, though, and even some of the aluminum heads that require a smoother than usual finish (like the 2.3L Quad Four) milling or grinding may be the only way to achieve the lower RA numbers. But even this may require an investment in new equipment. Several manufacturers admitted that the spindle and bearings in older milling and grinding equipment were not designed to meet the resurfacing requirements of late model engines. Consequently, some machines that are more than about five years old may not be capable of producing the smoother finishes.
Years ago, most heads were resurfaced by wet grinding. It is still used by many engine builders because grinding can produce a very smooth finish. Silicon carbide grinding wheels and segments are generally recommended for both cast iron and aluminum. Grinding aluminum can be tricky because the stone tends to load up with metal, causing it to overheat and score the surface. Precoating the aluminum with lubricant and using plenty of coolant should prevent clogging. A faster transverse speed should also be used, and the depth of cut limited to no more than .0005 to .001 in. It is also important to dress the grinding wheel often to keep the grain open, but not on the final pass so the stone will leave a smoother finish.
Most equipment manufacturers say milling is the best resurfacing method today. Dry milling eliminates the mess and maintenance that goes with wet grinding. Milling allows very precise control over the stock removal, and it is faster than grinding because more metal can be removed in a single pass eliminating the need for multiple cuts. The advent of long-life cubic boron nitride (CBN) and polycrystaline diamond (PCD) tooling has also made a big difference in both milling costs and performance.
The key to achieving the smoother finishes required on many aluminum heads is to use the right combination of table feed and rpm when milling the head. This requires a variable speed table and/or multi-speed or variable speed milling head. Increasing the rpm of the cutting head and/or slowing down the feed rate makes it possible to achieve a much smoother surface finish.
A milling machine with a multi-bladed cutter head and CBN tooling will give the fastest cutting speed because there are more tool bits chipping away at the metal with each revolution of the head. In high volume production applications (like an OEM assembly line), such equipment is necessary to save time. But multi-bladed cutters require more tool bits which are expensive and take longer to adjust. Each bit must be set to the same height so they cut evenly. So for these reasons, many shops prefer a milling machine with a simple, two-bladed cutter.
To achieve the lower RA surface finishes using a two-bladed cutter, the feed rate must be slowed down to maintain the proper cutting rate in surface feet per minute. One equipment manufacturer recommends a feed rate of two inches per minute at 1,000 rpm to achieve a surface finish of 12 RA with a two-bladed cutter.
Some shops use only one tool bit in a two-bladed cutter to eliminate the need to set both tool bits to equal heights. To get the really low RA numbers with this setup, the feed rate might have to be slowed down even more (as low as one inch per minute at 1,000 rpm), which may increase the cycle time to the point where productivity suffers.
Other shops have converted grinding equipment to milling by using a plate or inserts in the head to hold cutting bits. Others use a combination machine to grind some heads and mill others.
Carbide or PCD tooling is usually recommended for aluminum, though some shops say they have also had good results on aluminum with CBN tooling. PCD and CBN are both expensive compared to carbide, but have significantly longer service life which makes them more economical in the long run for high volume shops.
Though most shops that mill heads do not use any coolant, milling with a coolant has a number of advantages. Coolant helps wash away swarf for a cleaner more consistent cut. It also keeps the tooling and work piece cooler which reduces heat buildup, distortion and tool wear. Consequently, milling with a coolant generally improves the overall process and improves the surface finish.
When resurfacing an aluminum head that has a lot of lime built up in the water jackets, the hard calcium deposits around the water jacket openings can sometimes be picked up by the tooling and drug across the surface leaving a groove. Removing the deposits before the head is resurfaced can eliminate this particular problem.
As for belt sanding, it can be a real time-saver because heads and other parts do not have to be mounted in a fixture. But the interest in belt sanding has dropped off because it is not as precise as milling or grinding, and relies too much on the individual operator. The amount of downward pressure exerted by the operator, how the head is positioned on the sander and the condition of the belt can all affect the results. Consequently, some say belt sanding is better suited for clean up work or resurfacing hard-to-fixture parts like manifolds and timing covers.
For resurfacing aluminum, silicon carbide belts are generally recommended. Silicon carbide can also be used for cast iron as can aluminum oxide or other ceramic based abrasives. Either #40 or #80 grit belts can be used with aluminum, but #80 grit is the preferred choice and should be used with no downward pressure on the head.
It is also important to replace the belt regularly because a dull belt can overheat the head causing warpage and an uneven surface finish.
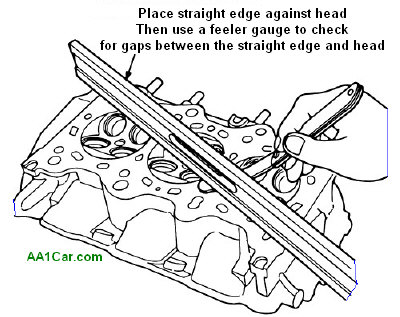
Flatness is another aspect of surface finish that needs to be mentioned, too, because a surface that is out of flat will not seal no matter how smooth it is. Near perfection is required in many late model engines for a good cold seal. Out-of-flat lengthwise should not be more than .003 in. (0.076 mm) in a V6 head, .004 in. (0.102 mm) in a four cylinder or V8 head, or .006 in. (0.152 mm) in a straight six head. The maximum allowable limit for out-of-flat sideways in any head is .002 in. (.05 mm) -- with no sudden irregularities that exceed .001 in in any direction.
Any head that fails to meet these specs needs to be resurfaced and/or straightened in the case of a warped aluminum head.
Another dimension that needs to be mentioned but often receives little attention is waviness. Waviness ("WT") refers to the subtle undulations in the surface left by milling or grinding operations. One reason why nobody in the aftermarket pays much attention to OEM waviness specs is because it takes a very sophisticated and expensive ($10,000-plus) profilometer to map it. So nobody talks about it much. Yet waviness can cause problems if it is beyond the acceptable range.
According to one gasket manufacturer, waviness should not exceed .0004 to .0005 inches. Peak-to-peak spacing of up to .100 in. is okay, but should not be less than .030 in. otherwise the gasket may not be able to seal the gaps between the waves.
More Engine Repair Articles: Click Here to See More Carley Automotive Technical Articles
Click Here to See More Carley Automotive Technical Articles